![]()
 उपयोगकर्ता पुस्तिका
उपयोगकर्ता पुस्तिका
प्रीमियम कोर संरेखण
फ्यूजन स्प्लिसर
देखें V1.00
प्रस्तावना
चुनने के लिए धन्यवाद View INNO इंस्ट्रूमेंट से 8X फ्यूजन स्प्लिसर। View 8X ग्राहकों को अभूतपूर्व स्प्लिसिंग अनुभव प्रदान करने के लिए नवीन उत्पाद डिजाइन और उत्कृष्ट विनिर्माण प्रौद्योगिकी को अपनाता है।
पूरी तरह से नई तकनीक स्प्लिसिंग और हीटिंग समय को बहुत कम कर देती है। उन्नत अनुमान विधि और संरेखण तकनीक सटीक स्प्लिस हानि अनुमान सुनिश्चित करती है। सरल-लेकिन-ट्रेंडिंग उत्पाद डिज़ाइन, परिष्कृत आंतरिक संरचना और विश्वसनीय स्थायित्व स्प्लिसर को किसी भी ऑपरेटिंग वातावरण के लिए उपयुक्त बनाता है। गतिशील संचालन इंटरफ़ेस और स्वचालित स्प्लिस मोड उपयोगकर्ताओं को बहुत सुविधा प्रदान करते हैं।
अधिक जानकारी के लिए View 8X, कृपया हमारे आधिकारिक पर जाएँ webसाइट पर www.innoinstrument.com.
 यह उपयोगकर्ता मैनुअल उपयोग, प्रदर्शन विशेषताओं और सावधानियों के बारे में बताता है View 8X फ्यूजन स्प्लिसर और इसे कैसे स्थापित और संचालित किया जाए, इस बारे में जानकारी। इस मैनुअल का प्राथमिक लक्ष्य उपयोगकर्ता को स्प्लिसर से यथासंभव परिचित कराना है।
यह उपयोगकर्ता मैनुअल उपयोग, प्रदर्शन विशेषताओं और सावधानियों के बारे में बताता है View 8X फ्यूजन स्प्लिसर और इसे कैसे स्थापित और संचालित किया जाए, इस बारे में जानकारी। इस मैनुअल का प्राथमिक लक्ष्य उपयोगकर्ता को स्प्लिसर से यथासंभव परिचित कराना है।
![]() महत्वपूर्ण!
महत्वपूर्ण!
Inno उपकरण सभी उपयोगकर्ताओं को संचालन से पहले इस मैनुअल को पढ़ने की सलाह देता है View 8X संलयन स्प्लाइसर.
अध्याय 1 – तकनीकी मापदंड
1.1 लागू फाइबर प्रकार
- संरेखण विधि: प्रीमियम कोर संरेखण
- एसएम(आईटीयू-टी जी.652&टी जी.657) / एमएम(आईटीयू-टी जी.651) / डीएस(आईटीयू-टी जी.653) / एनजेडडीएस (आईटीयू-टी जी.655) / सीएस (जी.654) / ईडीएफ
- फाइबर गिनती: एकल
- कोटिंग व्यास: 100μm - 3 मिमी
- क्लैडिंग व्यास: 80 से 150μm
1.2 स्प्लिस हानि
आईटीयू-टी मानक के लिए प्रासंगिक कट-बैक विधि द्वारा समान फाइबर को जोड़ा और मापा जाता है। ब्याह हानि के विशिष्ट मूल्य हैं:
- एसएम:0.01dB
- एमएम:0.01डीबी
- डीएस:0.03dB
- एनजेडडीएस:0.03dB
- जी.657:0.01डीबी
1.3 स्प्लिस मोड
- स्प्लिस समय: त्वरित मोड: 4s / SM मोड औसत: 5s (60mm पतला)
- स्प्लिस मेमोरी: 20,000 स्प्लिस डेटा / 10,000 स्प्लिस छवियां
- ब्याह कार्यक्रम: अधिकतम 128 मोड
1.4 तापन
- 5 प्रकार के लागू सुरक्षा आवरण: 20 मिमी – 60 मिमी।
- तापन समय: त्वरित मोड: 9 सेकंड / औसत: 13 सेकंड (60 मिमी पतला)
- तापन कार्यक्रम: अधिकतम 32 मोड
1.5 बिजली आपूर्ति
- एसी इनपुट 100-240V, DC इनपुट 9-19V
- बैटरी क्षमता: 9000mAh / ऑपरेशन चक्र: 500 चक्र (स्प्लिसिंग + हीटिंग)
1.6 आकार और वजन
- 162W x 143H x 158D (रबर बम्पर सहित)
- वजन: 2.68 किग्रा
1.7 पर्यावरण स्थितियां
- परिचालन की स्थिति: ऊंचाई: 0 से 5000 मीटर, आर्द्रता: 0 से 95%, तापमान: -10 से 50 ℃, हवा: 15 मीटर/सेकेंड;
- भंडारण की स्थिति: आर्द्रता: 0 से 95%, तापमान: -40 से 80 ℃;
- प्रतिरोध परीक्षण: शॉक प्रतिरोध: निचली सतह से 76 सेमी, धूल के संपर्क में: 0.1 से 500um व्यास एल्यूमीनियम सिलिकेट, वर्षा प्रतिरोध: 100 मिनट के लिए 10 मिमी/घंटा
- जल प्रतिरोध (IPx2)
- शॉक प्रतिरोध (76 सेमी से गिरावट)
- धूल प्रतिरोध (IP5X)
1.8 अन्य
- 5.0″ रंगीन एलसीडी डिस्प्ले, पूर्ण टच स्क्रीन
- 360x, 520x आवर्धन
- पुल परीक्षण: 1.96 से 2.25N.
1.9 बैटरी संबंधी सावधानियां
- बैटरी को नुकीली या नुकीली वस्तु से छूने या मारने से बचें।
- बैटरी को धातु सामग्री और वस्तुओं से दूर रखें।
- बैटरी को फेंकने, गिराने, प्रभावित करने या मोड़ने से बचें और उसे खटखटाने या कुचलने से बचें।
- संभावित शॉर्ट सर्किट को रोकने के लिए बैटरी के एनोड और कैथोड टर्मिनलों को बिजली के तार जैसी धातुओं से न जोड़ें।
- सुनिश्चित करें कि बैटरी का एनोड या कैथोड टर्मिनल पैकेजिंग की एल्यूमीनियम परत के संपर्क में न आए, क्योंकि इससे शॉर्ट सर्किट हो सकता है।
- बैटरी सेल को अलग न करें.
- बैटरी को पानी में डुबाने से बचें, क्योंकि पानी की क्षति से बैटरी सेल निष्क्रिय हो जाएगी।
- बैटरी को आग जैसे गर्मी स्रोतों के पास न रखें या उपयोग न करें, और बैटरी को अत्यधिक गर्म होने से रोकें।
- बैटरी को सीधे टांका लगाने से बचें और इसे बहुत गर्म वातावरण में चार्ज करने से बचें।
- बैटरी को माइक्रोवेव ओवन या किसी उच्च दबाव वाले बर्तन में न रखें।
- बैटरी को गर्म वातावरण से दूर रखें, जैसे लंबे समय तक कार के अंदर या सीधी धूप में।
- क्षतिग्रस्त बैटरी का उपयोग करना सख्त मना है।
- इलेक्ट्रोलाइट रिसाव की स्थिति में, बैटरी को किसी भी आग के स्रोत से दूर रखें।
- यदि बैटरी से इलेक्ट्रोलाइट की गंध आती है, तो इसका उपयोग न करें।
अध्याय 2 - स्थापना
2.1 सुरक्षा चेतावनी और सावधानियाँ
As View 8X को सिलिका ग्लास ऑप्टिकल फाइबर के फ्यूजन स्प्लिसिंग के लिए डिज़ाइन किया गया है, यह बहुत महत्वपूर्ण है कि स्प्लिसर का उपयोग किसी अन्य उद्देश्य के लिए नहीं किया जाना चाहिए। स्प्लिसर एक सटीक उपकरण है और इसे सावधानी से संभालना चाहिए। इसलिए, आपको इस मैनुअल में निम्नलिखित सुरक्षा नियम और सामान्य सावधानियाँ पढ़नी चाहिए। कोई भी कार्य जो चेतावनियों और सावधानियों का पालन नहीं करता है, वह फ्यूजन स्प्लिसर के डिज़ाइन, निर्माण और उपयोग के सुरक्षा मानक को तोड़ देगा। INNO इंस्ट्रूमेंट दुरुपयोग के कारण होने वाले परिणामों के लिए कोई ज़िम्मेदारी नहीं लेगा।
परिचालन सुरक्षा चेतावनियाँ
- स्पाइसर को कभी भी ज्वलनशील या विस्फोटक वातावरण में न चलाएं।
- जब स्पाइसर चालू हो तो इलेक्ट्रोड को न छुएं।
![]() टिप्पणी:
टिप्पणी:
फ़्यूज़न स्पाइसर के लिए केवल निर्दिष्ट इलेक्ट्रोड का उपयोग करें। इलेक्ट्रोड को बदलने के लिए रखरखाव मेनू में [इलेक्ट्रोड बदलें] का चयन करें, या स्पाइसर को बंद करें, एसी पावर स्रोत को डिस्कनेक्ट करें और इलेक्ट्रोड को बदलने से पहले बैटरी हटा दें। जब तक दोनों इलेक्ट्रोड ठीक से अपनी जगह पर न हों, आर्क डिस्चार्ज आरंभ न करें।
- इस मैनुअल में बताए गए अनुसार उपयोगकर्ताओं द्वारा स्पष्ट रूप से अलग करने या संशोधन के लिए अनुमति दिए गए घटकों या हिस्सों को छोड़कर, बिना अनुमोदन के स्पाइसर के किसी भी घटक को अलग न करें या उसमें बदलाव न करें। घटक प्रतिस्थापन और आंतरिक समायोजन केवल INNO या इसके अधिकृत तकनीशियनों या इंजीनियरों द्वारा ही किया जाना चाहिए।
- ज्वलनशील तरल पदार्थ या वाष्प वाले वातावरण में स्पाइसर का संचालन करने से बचें, क्योंकि स्पाइसर द्वारा उत्पन्न विद्युत चाप खतरनाक आग या विस्फोट का खतरा पैदा कर सकता है। गर्मी स्रोतों के पास, उच्च तापमान और धूल भरे वातावरण में, या जब स्पाइसर पर संक्षेपण मौजूद हो, तो स्पाइसर का उपयोग करने से बचें, क्योंकि इससे बिजली का झटका लग सकता है, स्पाइसर में खराबी हो सकती है, या स्पाइसिंग प्रदर्शन में समझौता हो सकता है।
- फाइबर तैयार करने और जोड़ने के संचालन के दौरान सुरक्षा चश्मा पहनना अनिवार्य है। यदि फाइबर के टुकड़े आंखों, त्वचा के संपर्क में आते हैं या निगल लिए जाते हैं तो यह एक महत्वपूर्ण खतरा पैदा कर सकते हैं।
- यदि स्पाइसर का उपयोग करते समय निम्नलिखित में से कोई भी समस्या देखी जाए तो तुरंत बैटरी हटा दें:
- धुआं, अप्रिय गंध, असामान्य शोर, या अत्यधिक गर्मी।
- तरल या विदेशी पदार्थ स्पाइसर बॉडी (आवरण) में प्रवेश करता है।
- स्पाइसर क्षतिग्रस्त या गिरा हुआ है।
- इनमें से किसी भी खराबी के मामले में, कृपया तुरंत हमारे सेवा केंद्र पर संपर्क करें। त्वरित कार्रवाई के बिना स्पाइसर को क्षतिग्रस्त स्थिति में रहने देने से उपकरण विफल हो सकता है, बिजली का झटका लग सकता है, आग लग सकती है और चोट या मृत्यु हो सकती है।
- स्पाइसर की सफाई के लिए संपीड़ित गैस या डिब्बाबंद हवा का उपयोग करने से बचें, क्योंकि इन उत्पादों में ज्वलनशील पदार्थ हो सकते हैं जो विद्युत निर्वहन के दौरान प्रज्वलित हो सकते हैं।
- केवल निर्दिष्ट मानक बैटरी का ही उपयोग करें View 8X. गलत AC पावर स्रोत के उपयोग से धुआँ, बिजली का झटका, उपकरण क्षति हो सकती है, और संभावित रूप से आग, चोट या मृत्यु हो सकती है।
- केवल निर्दिष्ट चार्जर का ही उपयोग करें View 8X. AC पावर कॉर्ड पर भारी वस्तुएँ रखने से बचें और सुनिश्चित करें कि इसे गर्मी के स्रोतों से दूर रखा जाए। अनुचित या क्षतिग्रस्त कॉर्ड के उपयोग से धुआँ, बिजली का झटका, उपकरण को नुकसान हो सकता है और यहाँ तक कि आग, चोट या मृत्यु भी हो सकती है।
रखरखाव और बाहरी देखभाल सावधानियाँ
- वी-खांचे और इलेक्ट्रोड को साफ करने के लिए कठोर वस्तुओं का उपयोग करने से बचें।
- अनुशंसित क्षेत्रों को छोड़कर, स्पाइसर के किसी भी हिस्से की सफाई के लिए एसीटोन, थिनर, बेंजोल या अल्कोहल के उपयोग से बचें।
- स्पाइसर से धूल और गंदगी को हटाने के लिए सूखे कपड़े का उपयोग करें।
- इस मैनुअल में दिए गए रखरखाव निर्देशों का हमेशा पालन करें।
परिवहन और भंडारण सावधानियाँ
- स्पाइसर को ठंडे से गर्म वातावरण में ले जाते या ले जाते समय, यूनिट के अंदर संघनन को रोकने के लिए फ्यूजन स्पाइसर को धीरे-धीरे गर्म होने देना आवश्यक है, जो स्पाइसर पर हानिकारक प्रभाव डाल सकता है।
- लंबे समय तक भंडारण के लिए फ्यूज़न स्पाइसर को अच्छी तरह से पैक करें।
- स्पाइसर को साफ और सूखा रखें।
- इसके सटीक समायोजन और संरेखण को देखते हुए, स्पाइसर को क्षति और गंदगी से बचाने के लिए इसे हर समय इसके कैरी केस में रखें।
- स्पाइसर को हमेशा सीधी धूप में या अत्यधिक गर्मी के संपर्क में रखने से बचें।
- स्पाइसर को धूल भरे वातावरण में न रखें। इसके परिणामस्वरूप बिजली का झटका लग सकता है, स्प्लिसर में खराबी आ सकती है या स्प्लिसिंग का खराब प्रदर्शन हो सकता है।
- जहां स्पाइसर संग्रहीत है वहां आर्द्रता को न्यूनतम स्तर पर रखें। आर्द्रता 95% से अधिक नहीं होनी चाहिए।
2.2 स्थापना
![]() महत्वपूर्ण!
महत्वपूर्ण!
इन निर्देशों का ध्यानपूर्वक पालन करें।
स्प्लिसर को खोलना
हैंडल को ऊपर की ओर पकड़ें, और फिर स्पाइसर को कैरी केस से बाहर उठाएं।
2.3 ओवरview बाहरी भागों का 2.4 विद्युत आपूर्ति विधि
2.4 विद्युत आपूर्ति विधि
बैटरी
निम्नलिखित आरेख दिखाता है कि बैटरी कैसे स्थापित करें।

अध्याय 3 – बुनियादी संचालन
3.1 स्प्लिसर चालू करना
प्रेस ![]() ऑपरेशन पैनल पर बटन दबाएं, स्प्लिसर के चालू होने का इंतज़ार करें। फिर वर्कबेंच पेज पर जाएँ।
ऑपरेशन पैनल पर बटन दबाएं, स्प्लिसर के चालू होने का इंतज़ार करें। फिर वर्कबेंच पेज पर जाएँ।
![]() टिप्पणी:
टिप्पणी:
एलसीडी मॉनिटर हमारे विनिर्माण कारखाने द्वारा सख्त गुणवत्ता नियंत्रण के तहत उत्पादित एक सटीक घटक है। हालाँकि, विभिन्न रंगों में कुछ छोटे बिंदु अभी भी स्क्रीन पर बने रह सकते हैं। इस बीच, स्क्रीन की चमक एक समान नहीं दिखाई दे सकती है, यह इस पर निर्भर करता है viewआईएनजी कोण. ध्यान दें कि ये लक्षण दोष नहीं हैं, बल्कि प्राकृतिक घटनाएं हैं।
3.2 फाइबर तैयार करना
स्प्लिसिंग से पहले ये 3 चरण पूरे किए जाने चाहिए:
- स्ट्रिपिंग: एक उपयुक्त स्ट्रिपर के साथ कम से कम 50 मिमी सेकेंडरी कोटिंग (तंग और ढीली ट्यूब सेकेंडरी कोटिंग दोनों के लिए मान्य) और लगभग 30 ~ 40 मिमी प्राथमिक कोटिंग हटा दें।
- नंगे रेशों को शुद्ध अल्कोहल में भिगोए गए धुंध या लिंट-फ्री टिशू से साफ करें।
- फाइबर को काटें: सर्वोत्तम स्प्लिसिंग परिणाम सुनिश्चित करने के लिए, फाइबर को उच्च परिशुद्धता वाले क्लीवर जैसे कि INNO इंस्ट्रूमेंट V श्रृंखला फाइबर क्लीवर से काटें, तथा नीचे दर्शाई गई लंबाई को कड़ाई से नियंत्रित करें।
![]() टिप्पणी:
टिप्पणी:
प्रत्येक फाइबर तैयारी की शुरुआत में फाइबर के दोनों सिरों पर एक ताप-सिकुड़ने योग्य आस्तीन लगाना हमेशा याद रखें।
![]() महत्वपूर्ण!
महत्वपूर्ण!
सुनिश्चित करें कि नंगे फाइबर और उसका कटा हुआ भाग साफ हो।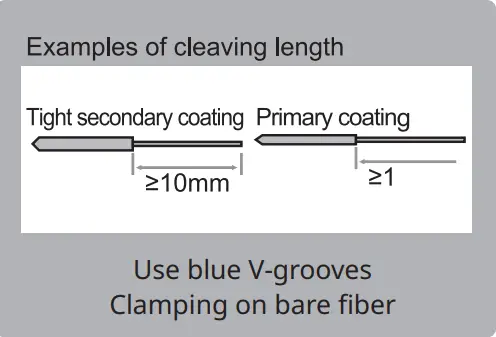
- रेशों को धूल भरी कामकाजी सतह पर रखने से बचें।
- रेशों को हवा में इधर-उधर लहराने से बचें।
- जांचें कि क्या वी-खांचे साफ हैं; यदि नहीं, तो उन्हें शुद्ध अल्कोहल-भिगोए रुई के फाहे से साफ करें।
- जांचें कि क्या सीएलampये साफ़ हैं; यदि नहीं, तो उन्हें शुद्ध अल्कोहल-भिगोए रुई के फाहे से साफ करें।
3.3 स्प्लिस कैसे बनाएं
- विंडप्रूफ कवर खोलें.
- फाइबर सीएल खोलेंamps.
- रेशों को वी-खांचे में रखें। सुनिश्चित करें कि फाइबर के सिरे वी-ग्रूव किनारों और इलेक्ट्रोड टिप के बीच हैं।
- Clamp फ़ाइबर सीएल के दोनों सेटों को बंद करके फ़ाइबर को स्थिति में रखेंamps.
- विंडप्रूफ़ कवर बंद करें।
![]() टिप्पणी:
टिप्पणी:
सुनिश्चित करें कि फाइबर को वी-खांचे के साथ फिसलने से बचें, बल्कि उन्हें वी-खांचे के ऊपर रखें और उन्हें नीचे की ओर झुकाएं (जैसा कि नीचे दिखाया गया है)।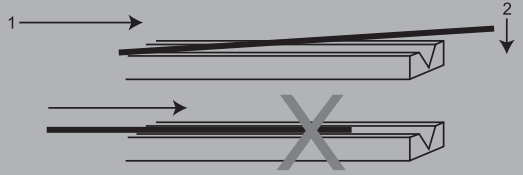
 रेशों का निरीक्षण करना
रेशों का निरीक्षण करना
स्प्लिसिंग के साथ आगे बढ़ने से पहले, यह जांचने के लिए फाइबर का निरीक्षण करें कि क्या वे साफ और अच्छी तरह से कटे हुए हैं। यदि कोई दोष पाया जाता है, तो कृपया फाइबर को हटा दें और उन्हें फिर से तैयार करें।  फाइबर के सिरे मॉनिटर पर दिखाई देते हैं।
फाइबर के सिरे मॉनिटर पर दिखाई देते हैं। फाइबर मॉनिटर के बाहर समाप्त होता है।
फाइबर मॉनिटर के बाहर समाप्त होता है। मॉनिटर के ऊपर और नीचे फाइबर के सिरे - पता लगाने योग्य नहीं।
मॉनिटर के ऊपर और नीचे फाइबर के सिरे - पता लगाने योग्य नहीं।
![]() टिप्पणी:
टिप्पणी:
जब आप सेट बटन दबाते हैं तो फाइबर स्वचालित रूप से जांचे जाते हैं। स्पाइसर स्वचालित रूप से फाइबर पर ध्यान केंद्रित करता है और क्षति या धूल कणों की जांच करता है। स्प्लिसिंग
स्प्लिसिंग
एक उपयुक्त ब्याह मोड का चयन करें.
"SET" बटन दबाकर स्प्लिसिंग प्रारंभ करें।
![]() टिप्पणी:
टिप्पणी:
यदि स्पाइसर को "ऑटो स्टार्ट" पर सेट किया गया है, तो विंडप्रूफ कवर बंद होते ही स्प्लिसिंग स्वचालित रूप से शुरू हो जाएगी।
3.4 स्प्लिस की सुरक्षा कैसे करें
स्प्लिसिंग के बाद, हीट-सिकुड़ने वाली आस्तीन के साथ फाइबर को हीटर में डालें। हीटिंग प्रक्रिया शुरू करने के लिए [हीट] बटन दबाएँ।
ताप प्रक्रिया
- हीटर का ढक्कन खोलें
- बाएं और दाएं फाइबर होल्डर खोलें। हीट-श्रिंक स्लीव (जो पहले फाइबर पर रखी गई थी) को पकड़ें। स्प्लिस्ड फाइबर को उठाएं और उन्हें कसकर पकड़ें। फिर हीट-श्रिंक स्लीव को स्प्लिस पॉइंट पर स्लाइड करें।
- फाइबर को हीट-सिकुड़न स्लीव के साथ हीटर क्लॉज़ेट में रखेंamp.
- हीटिंग शुरू करने के लिए [हीट] बटन दबाएँ। पूरा होने पर, हीटिंग एलईडी संकेतक बंद हो जाएगा।

अध्याय 4 – स्प्लिस मोड
View 8X में कई सरल लेकिन बहुत शक्तिशाली स्प्लिस मोड हैं जो आर्क करंट, स्प्लिस समय और साथ ही स्प्लिस करते समय उपयोग किए जाने वाले विभिन्न मापदंडों को परिभाषित करते हैं। सही स्प्लिस मोड का चयन करना आवश्यक है। सामान्य फाइबर संयोजनों के लिए कई "प्रीसेट" स्प्लिस मोड हैं। इसलिए, अधिक असामान्य फाइबर संयोजनों के लिए मापदंडों को संशोधित करना और आगे अनुकूलित करना बहुत आसान है।
4.1 सक्रिय स्प्लिस मोड प्रदर्शित करना
सक्रिय स्प्लिस मोड हमेशा स्क्रीन के बाईं ओर प्रदर्शित होता है (नीचे देखें)। 4.2 स्प्लिस मोड का चयन करना
4.2 स्प्लिस मोड का चयन करना
मुख्य मेनू से [स्प्लिस मोड] चुनें। एक उपयुक्त ब्याह मोड का चयन करें
एक उपयुक्त ब्याह मोड का चयन करें

चयनित स्प्लिस मोड स्क्रीन पर दिखाई देता है। प्रारंभिक इंटरफ़ेस पृष्ठ पर लौटने के लिए [रीसेट] बटन दबाएँ।
प्रारंभिक इंटरफ़ेस पृष्ठ पर लौटने के लिए [रीसेट] बटन दबाएँ।
4.3 सामान्य स्प्लिसिंग चरण
यह खंड स्वचालित स्प्लिसिंग प्रक्रिया में शामिल चरणों की व्याख्या करता है और बताता है कि विभिन्न स्प्लिस मोड पैरामीटर इस प्रक्रिया से कैसे संबंधित हैं। सामान्य स्प्लिसिंग प्रक्रिया को दो खंडों में विभाजित किया जा सकता है: प्री-फ़्यूज़न और फ़्यूज़न।
प्री-फ़्यूज़न
प्री-फ़्यूज़न के दौरान, स्प्लिसर स्वचालित संरेखण और फ़ोकस करता है, जहाँ फ़ाइबर सफाई के उद्देश्य से कम प्रीफ़्यूज़न करंट के अधीन होते हैं; एक प्री-फ़्यूज़न छवि भी ली जाती है। इस बिंदु पर, उपयोगकर्ता को प्री-फ़्यूज़न छवि में पहचानी गई किसी भी समस्या के बारे में सूचित किया जाता है, जैसे कि खराब तरीके से तैयार किए गए फ़ाइबर। फिर स्प्लिसर फ़ाइबर को एक साथ फ़्यूज़ करने से पहले एक चेतावनी प्रदर्शित करेगा।
विलय
संलयन के दौरान, फाइबर एक साथ जुड़ जाते हैं और नीचे दिखाए गए अनुसार पांच अलग-अलग धाराओं के अधीन होते हैं। एक महत्वपूर्ण पैरामीटर, जो स्प्लिसिंग के दौरान बदलता है, वह है फाइबर के बीच की दूरी। प्री-फ्यूजन के दौरान, फाइबर अलग-अलग होते हैं। करंट फेज बदलने के साथ, फाइबर धीरे-धीरे स्प्लिस किए जाते हैं।
स्प्लिसिंग प्रक्रिया
चाप शक्ति और चाप समय को दो सबसे महत्वपूर्ण पैरामीटर माना जाता है (जैसा कि नीचे दिए गए चित्र में दिखाया गया है)। उन मापदंडों का नाम और उद्देश्य, साथ ही मापदंडों के प्रभाव और महत्व का वर्णन अगले खंड 'स्टैंडर्ड स्प्लिसिंग पैरामीटर्स' में किया जाएगा। नीचे दिया गया आंकड़ा आर्क डिस्चार्ज स्थितियों ("आर्क पावर" और "मोटर मोशन" के बीच संबंध) को दर्शाता है। नीचे सूचीबद्ध स्प्लिसिंग मापदंडों को बदलकर इन स्थितियों को संशोधित किया जा सकता है। हालाँकि, स्प्लिस मोड के आधार पर, कुछ मापदंडों को बदला नहीं जा सकता है। ए: प्री-फ्यूज पावर
ए: प्री-फ्यूज पावर
बी: आर्क 1 पावर
सी: आर्क 2 पावर
डी: क्लीनिंग आर्क
ई: प्री-फ्यूज टाइम
एफ: ओवरलैप से संबंधित फॉरवर्ड टाइम
जी: आर्क 1 बार
एच: आर्क 2 समय पर
मैं: आर्क 2 ऑफ टाइम
जे: आर्क 2 बार
के: टेपर स्प्लिसिंग प्रतीक्षा समय
एल: टेपर स्प्लिसिंग टाइम
एम: टेपर स्प्लिसिंग गति
एन: री-आर्क टाइम
4.4 मानक स्प्लिसिंग पैरामीटर
| पैरामीटर | विवरण |
| खाका | स्प्लिसर डेटाबेस में संग्रहीत स्प्लिस मोड की एक सूची प्रदर्शित की जाती है। उपयुक्त मोड का चयन करने पर, चयनित स्प्लिस मोड सेटिंग्स को उपयोगकर्ता-प्रोग्रामेबल क्षेत्र में चयनित स्प्लिस मोड में कॉपी किया जाता है। |
| नाम | ब्याह मोड के लिए शीर्षक (सात अक्षर तक) |
| टिप्पणी | ब्याह मोड के लिए विस्तृत विवरण (15 अक्षर तक)। यह "सेलेक्ट स्प्लिस मोड" मेनू में प्रदर्शित होता है। |
| संरेखित प्रकार | तंतुओं के लिए संरेखण प्रकार सेट करें। "कोर": फाइबर कोर संरेखण |
| चाप समायोजित करें | फाइबर की स्थिति के अनुसार चाप शक्ति को समायोजित करें। |
| पुल टेस्ट | यदि "पुल टेस्ट" को "ऑन" पर सेट किया गया है, तो विंडप्रूफ कवर खोलने पर या स्प्लिसिंग के बाद SET बटन दबाकर एक पुल टेस्ट किया जाता है। |
| हानि का अनुमान | हानि अनुमान को संदर्भ के रूप में माना जाना चाहिए। चूंकि हानि की गणना फाइबर छवि के आधार पर की जाती है, इसलिए यह वास्तविक मूल्य से भिन्न हो सकती है। अनुमान विधि एकल मोड फाइबर पर आधारित है और 1.31pm की तरंग दैर्ध्य पर गणना की जाती है। अनुमानित मूल्य एक मूल्यवान संदर्भ हो सकता है, लेकिन इसे स्वीकृति के आधार के रूप में उपयोग नहीं किया जा सकता है। |
| न्यूनतम हानि | यह राशि मूल रूप से गणना की गई अनुमानित ब्याह हानि में जोड़ी जाती है। विशेष या असमान फाइबर को जोड़ते समय, अनुकूलित चाप स्थितियों के साथ भी उच्च वास्तविक ब्याह हानि हो सकती है। अनुमानित ब्याह हानि को वास्तविक ब्याह हानि से मेल कराने के लिए, न्यूनतम हानि को अंतर मान पर सेट करें। |
| हानि सीमा | यदि अनुमानित ब्याह हानि निर्धारित हानि सीमा से अधिक हो तो एक त्रुटि संदेश प्रदर्शित होता है। |
| कोर कोण सीमा | यदि जुड़े हुए दो तंतुओं का मोड़ कोण चयनित सीमा (कोर कोण सीमा) से अधिक हो तो एक त्रुटि संदेश प्रदर्शित होता है। |
| कोण सीमा को काटें | यदि बाएँ या दाएँ फ़ाइबर सिरों का क्लीव कोण चयनित सीमा (क्लीव सीमा) से अधिक हो जाता है, तो एक त्रुटि संदेश प्रदर्शित होता है। |
| अंतराल स्थिति | इलेक्ट्रोड के केंद्र में स्प्लिसिंग स्थान की सापेक्ष स्थिति निर्धारित करता है। असमान फाइबर स्प्लिसिंग के मामले में [गैप स्थिति] को उस फाइबर की ओर स्थानांतरित करके स्प्लिस हानि में सुधार किया जा सकता है जिसका एमएफडी अन्य फाइबर एमएफडी से बड़ा है। |
| अंतर | संरेखण और पूर्व-संलयन निर्वहन के समय बाएँ और दाएँ तंतुओं के बीच अंत-चेहरे का अंतर निर्धारित करें। |
| ओवरलैप | फाइबर प्रोपेलिंग पर फाइबर की ओवरलैप मात्रा निर्धारित करेंtagइ। यदि [प्रीहीट आर्क वैल्यू] कम है तो अपेक्षाकृत छोटे [ओवरलैप] की सिफारिश की जाती है, जबकि यदि [प्रीहीट आर्क वैल्यू] अधिक है तो अपेक्षाकृत बड़े [ओवरलैप] की सिफारिश की जाती है। |
| आर्क की सफाई का समय | एक सफाई आर्क थोड़े समय के लिए आर्क डिस्चार्ज के साथ फाइबर की सतह पर सूक्ष्म धूल को जला देता है। इस पैरामीटर द्वारा सफाई आर्क की अवधि को बदला जा सकता है। |
| आर्क मान को पहले से गरम करें | प्री-फ्यूज आर्क पावर को आर्क डिस्चार्ज की शुरुआत से फाइबर प्रोपेलिंग की शुरुआत तक सेट करें। यदि "प्रीहीट आर्क वैल्यू" बहुत कम सेट है, तो क्लीव्ड कोण खराब होने पर अक्षीय ऑफसेट हो सकता है। यदि "प्रीहीट आर्क वैल्यू" को बहुत अधिक सेट किया जाता है, तो फाइबर के अंतिम चेहरे अत्यधिक जुड़े होते हैं और स्प्लिस लॉस बढ़ जाता है। |
| आर्क समय पहले से गरम करें | आर्क डिस्चार्ज की शुरुआत से फाइबर प्रोपेलिंग की शुरुआत तक प्री-फ्यूज आर्क समय सेट करें। लंबा [प्रीहीट आर्क टाइम] और उच्च [प्रीहीट आर्क वैल्यू] समान परिणाम देते हैं। |
| फ़्यूज़ आर्क मान | आर्क पावर सेट करता है। |
| फ़्यूज़ आर्क समय | आर्क समय निर्धारित करता है। |
अध्याय 5 – स्प्लिस विकल्प
5.1 स्प्लिस मोड सेटिंग
- स्प्लिस मोड मेनू में [स्प्लिस विकल्प] का चयन करें।
- बदलने के लिए पैरामीटर का चयन करें.

| पैरामीटर | विवरण |
| ऑटो स्टार्ट | यदि "ऑटो स्टार्ट" को चालू पर सेट किया गया है, तो विंडप्रूफ कवर बंद होते ही स्प्लिसिंग स्वचालित रूप से शुरू हो जाती है। फाइबर को पहले से तैयार करके स्पाइसर में रखा जाना चाहिए। |
| विराम 1 | यदि "पॉज़ 1" को चालू पर सेट किया गया है, तो जब फाइबर गैप-सेट स्थिति में प्रवेश करते हैं तो स्प्लिसिंग ऑपरेशन रुक जाता है। विराम के दौरान क्लीव कोण प्रदर्शित होते हैं। |
| विराम 2 | यदि "पॉज़ 2" को चालू पर सेट किया गया है, तो फ़ाइबर संरेखण पूरा होने के बाद स्प्लिसिंग ऑपरेशन रुक जाता है। |
| ब्याह त्रुटि पर ध्यान न दें | |
| कोण काटना | "बंद" पर सेट करने से दोषों पर ध्यान नहीं दिया जाता है और सूचीबद्ध त्रुटि दिखाई देने पर भी स्प्लिसिंग को पूरा करना जारी रहता है। |
| कोर कोण | |
| नुकसान | |
| मोटा | |
| पतला | |
| स्क्रीन पर फाइबर छवि | |
| विराम 1 | विभिन्न एस के दौरान स्क्रीन पर फाइबर छवियों की प्रदर्शन विधि सेट करता हैtagस्प्लिसिंग ऑपरेशन के ईएस। |
| संरेखित | |
| विराम 2 | |
| आर्क | |
| अनुमान लगाना | |
| गैप सेट | |
अध्याय 6 – हीटर मोड
स्प्लिसर अधिकतम 32 हीट मोड प्रदान करता है, जिसमें INNO इंस्ट्रूमेंट द्वारा पूर्व निर्धारित 7 हीट मोड शामिल हैं, जिन्हें उपयोगकर्ता द्वारा संशोधित, कॉपी और हटाया जा सकता है।
उस हीटिंग मोड का चयन करें जो प्रयुक्त सुरक्षा आवरण के साथ सर्वोत्तम रूप से मेल खाता हो।
प्रत्येक प्रकार की सुरक्षा आस्तीन के लिए, स्प्लिसर का अपना इष्टतम हीटिंग मोड होता है। ये मोड संदर्भ के लिए हीटर मोड इंटरफ़ेस में पाए जा सकते हैं। आप उपयुक्त मोड को कॉपी करके उसे नए कस्टम मोड में पेस्ट कर सकते हैं। उपयोगकर्ता उन मापदंडों को संपादित कर सकते हैं।
6.1 हीटर मोड का चयन
[हीटर मोड] मेनू में [हीट मोड चुनें] का चयन करें। [हीटर मोड] मेनू चुनें।
[हीटर मोड] मेनू चुनें।
 हीट मोड चुनें.
हीट मोड चुनें. चयनित हीट मोड स्क्रीन पर दिखाई देता है।
चयनित हीट मोड स्क्रीन पर दिखाई देता है।
प्रारंभिक इंटरफ़ेस पर लौटने के लिए [आर] बटन दबाएँ।
6.2 हीट मोड का संपादन
हीटिंग मोड के हीटिंग मापदंडों को उपयोगकर्ता द्वारा संशोधित किया जा सकता है।
 [हीटर मोड] मेनू में [हीट मोड संपादित करें] चुनें।
[हीटर मोड] मेनू में [हीट मोड संपादित करें] चुनें। संशोधित करने के लिए पैरामीटर का चयन करें
संशोधित करने के लिए पैरामीटर का चयन करें
6.3 हीट मोड हटाएँ [हीटर मोड] मेनू चुनें।
[हीटर मोड] मेनू चुनें।
[हीट मोड हटाएं] चुनें।
हटाए जाने वाले हीट मोड का चयन करें
![]() टिप्पणी:
टिप्पणी:
ग्रे-आउट मोड (20 मिमी, 30 मिमी, 40 मिमी, 50 मिमी, 33 मिमी) सिस्टम प्रीसेट हैं जिन्हें हटाया नहीं जा सकता
हीट मोड पैरामीटर्स
| पैरामीटर | विवरण |
| खाका | आस्तीन का प्रकार निर्धारित करता है। सभी ताप मोड की सूची प्रदर्शित की गई है। चयनित मोड को नए मोड में कॉपी किया जाएगा |
| नाम | हीट मोड का शीर्षक. |
| हीटर का तापमान | हीटिंग तापमान सेट करता है। |
| हीटर का समय | हीटिंग का समय निर्धारित करता है। |
| पहले से गरम तापमान | पहले से गरम तापमान सेट करता है। |
नियमित रखरखाव करने के लिए स्पाइसर के कई कार्य होते हैं। यह अनुभाग वर्णन करता है कि रखरखाव मेनू का उपयोग कैसे करें।
[रखरखाव मेनू] चुनें।
निष्पादित करने के लिए कोई फ़ंक्शन चुनें.
7.1 रखरखाव
स्पाइसर में एक अंतर्निहित डायग्नोस्टिक परीक्षण फ़ंक्शन है जो उपयोगकर्ता को केवल एक सरल चरण में कई महत्वपूर्ण चर मापदंडों का मूल्यांकन करने की अनुमति देता है। स्पाइसर ऑपरेशन संबंधी समस्याओं के मामले में यह कार्य करें।
संचालन प्रक्रिया [रखरखाव मेनू] में [रखरखाव] का चयन करें [रखरखाव] निष्पादित करें, फिर निम्नलिखित जांच की जाएगी।
[रखरखाव मेनू] में [रखरखाव] का चयन करें [रखरखाव] निष्पादित करें, फिर निम्नलिखित जांच की जाएगी।
| नहीं। | वस्तु जांचें | विवरण |
| 1 | एलईडी अंशांकन | एलईडी की चमक को मापें और समायोजित करें। |
| 2 | धूल की जांच | धूल या गंदगी के लिए कैमरे की छवि की जांच करें और मूल्यांकन करें कि क्या वे फाइबर मूल्यांकन में बाधा डालते हैं। यदि संदूषण का पता चलता है, तो उसका स्थान प्रदर्शित करने के लिए रिटर्न बटन को दो बार दबाएं। |
| 3 | स्थिति समायोजित करें | स्वचालित फाइबर समायोजन |
| 4 | मोटर अंशांकन | 4 मोटरों की गति को स्वचालित रूप से कैलिब्रेट करता है। |
| 5 | इलेक्ट्रोड को स्थिर करें | एआरसी डिस्चार्ज द्वारा इलेक्ट्रोड की स्थिति को सटीक रूप से मापता है। |
| 6 | आर्क अंशांकन | आर्क पावर फैक्टर और फाइबर स्प्लिसिंग स्थिति को स्वचालित रूप से कैलिब्रेट करता है। |
7.2 इलेक्ट्रोड बदलें
चूंकि समय के साथ स्प्लिसिंग प्रक्रिया के दौरान इलेक्ट्रोड घिस जाते हैं, इसलिए इलेक्ट्रोड की युक्तियों पर ऑक्सीकरण की नियमित रूप से जांच की जानी चाहिए। यह अनुशंसा की जाती है कि 4500 आर्क डिस्चार्ज के बाद इलेक्ट्रोड को बदल दिया जाए। जब आर्क डिस्चार्ज की संख्या 5500 तक पहुँच जाती है, तो बिजली चालू करने के तुरंत बाद इलेक्ट्रोड को बदलने के लिए एक संदेश प्रदर्शित होता है। घिसे हुए इलेक्ट्रोड का उपयोग करने से स्प्लिस का नुकसान अधिक होगा और स्प्लिस की ताकत कम होगी।
प्रतिस्थापन प्रक्रिया
[रखरखाव मेनू] में [इलेक्ट्रोड बदलें] का चयन करें।
स्क्रीन पर निर्देश संदेश दिखाई देंगे। फिर, स्प्लिसर को बंद कर दें।
पुराने इलेक्ट्रोड निकालें.
I) इलेक्ट्रोड कवर हटाएँ
II) इलेक्ट्रोड को इलेक्ट्रोड कवर से बाहर निकालें नए इलेक्ट्रोडों को अल्कोहल से लथपथ साफ धुंध या लिंट-फ्री टिशू से साफ करें और उन्हें स्पाइसर में स्थापित करें।
नए इलेक्ट्रोडों को अल्कोहल से लथपथ साफ धुंध या लिंट-फ्री टिशू से साफ करें और उन्हें स्पाइसर में स्थापित करें।
I) इलेक्ट्रोड को इलेक्ट्रोड कवर में डालें।
II) स्प्लिसर में इलेक्ट्रोड कवर को पुनः स्थापित करें, और स्क्रू को कसें।
टिप्पणी:
![]() इलेक्ट्रोड कवर को अधिक कसें नहीं।
इलेक्ट्रोड कवर को अधिक कसें नहीं।
INNO इंस्ट्रूमेंट सभी उपयोगकर्ताओं को अच्छे स्प्लिस परिणाम और स्प्लिस ताकत (विवरण नीचे वर्णित है) बनाए रखने के लिए इलेक्ट्रोड प्रतिस्थापन के बाद [इलेक्ट्रोड को स्थिर करने] और [आर्क कैलिब्रेशन] को पूरा करने की दृढ़ता से अनुशंसा करता है।
7.3 इलेक्ट्रोड को स्थिर करें
संचालन प्रक्रिया
- [इलेक्ट्रोड को स्थिर करें] चुनें।
- तैयार रेशों को स्प्लिसिंग के लिए स्पाइसर में रखें।
- [एस] बटन दबाएं, और स्पाइसर निम्नलिखित प्रक्रियाओं में स्वचालित रूप से इलेक्ट्रोड को स्थिर करना शुरू कर देगा:
- चाप की स्थिति मापने के लिए चाप डिस्चार्ज को पांच बार दोहराएं।
- इलेक्ट्रोड की स्थिति को सटीक रूप से स्थापित करने के लिए लगातार 20 बार स्प्लिसिंग करें।
7.4 मोटर अंशांकन
शिपिंग से पहले मोटर्स को फ़ैक्टरी में समायोजित किया जाता है, हालाँकि समय के साथ उनकी सेटिंग्स को कैलिब्रेट करने की आवश्यकता हो सकती है। यह फ़ंक्शन प्रेस मोटर्स को स्वचालित रूप से कैलिब्रेट करता है।
संचालन प्रक्रिया
- [रखरखाव मेनू] में [मोटर कैलिब्रेशन] चुनें।
- तैयार रेशों को स्पाइसर में लोड करें और [सेट] बटन दबाएँ।
- प्रेस मोटरें स्वचालित रूप से कैलिब्रेट की जाती हैं। पूरा होने पर, एक सफलता संदेश प्रदर्शित किया जाएगा।
![]() टिप्पणी:
टिप्पणी:
* यह फ़ंक्शन तब निष्पादित करें जब "मोटा" या "पतला" त्रुटि होती है, या फाइबर संरेखण या फ़ोकसिंग में बहुत अधिक समय लगता है।
7.5 आर्क अंशांकन
संचालन प्रक्रिया
- आपके द्वारा रखरखाव मेनू में [आर्क कैलिब्रेशन] का चयन करने के बाद, स्क्रीन पर [आर्क कैलिब्रेशन] की एक छवि प्रदर्शित होगी।
- स्पाइसर पर तैयार फाइबर सेट करें, एआरसी कैलिब्रेशन शुरू करने के लिए [सेट] बटन दबाएं।
![]() टिप्पणी:
टिप्पणी:
* आर्क कैलिब्रेशन के लिए मानक SM फाइबर का उपयोग करें। * सुनिश्चित करें कि फाइबर साफ हों। फाइबर की सतह पर धूल आर्क कैलिब्रेशन को प्रभावित करती है।
आर्क कैलिब्रेशन के बाद, स्क्रीन पर 2 संख्यात्मक मान प्रदर्शित किए जाएँगे। जब दाएँ तरफ़ के मान 11±1 होंगे, तो स्प्लिसर पूरा होने का संदेश देगा, अन्यथा फाइबर को आर्क कैलिब्रेशन के लिए फिर से क्लीव करना होगा जब तक कि ऑपरेशन सफलतापूर्वक पूरा न हो जाए।
छवि विश्लेषण के माध्यम से, स्प्लिसर स्प्लिसर कैमरों और लेंस पर धूल और संदूषकों का पता लगाता है, जिसके परिणामस्वरूप अनुचित फाइबर पहचान हो सकती है। यह फ़ंक्शन कैमरे की छवियों में संदूषकों की उपस्थिति की जाँच करता है और मूल्यांकन करता है कि क्या वे स्प्लिसिंग की गुणवत्ता को प्रभावित करेंगे।
संचालन प्रक्रिया
- [रखरखाव मेनू] में [धूल जांच] का चयन करें।
- यदि स्पाइसर में रेशे रखे हैं, तो उन्हें हटा दें और धूल की जांच शुरू करने के लिए [सेट] दबाएं।
- यदि धूल जांच प्रक्रिया के दौरान धूल का पता चलता है, तो स्क्रीन पर "विफल" संदेश प्रदर्शित होगा। फिर लेंस साफ करें, और [धूल जांचें] जब तक स्क्रीन पर "पूर्ण" संदेश दिखाई न दे।
टिप्पणी:
यदि ऑब्जेक्टिव लेंस की सफाई के बाद भी संदूषण मौजूद हो तो कृपया अपने निकटतम बिक्री एजेंट से संपर्क करें।
जब करंट आर्क काउंट 5500 से अधिक हो जाए तो स्प्लिस गुणवत्ता सुनिश्चित करने के लिए इलेक्ट्रोड को नए से बदलने की सिफारिश की जाती है।
- [रखरखाव मेनू] > [इलेक्ट्रोड बदलें] > [इलेक्ट्रोड थ्रेशोल्ड] दर्ज करें।
- इलेक्ट्रोड सावधानी और इलेक्ट्रोड चेतावनी सेट करें।
| पैरामीटर | विवरण |
| इलेक्ट्रोड सावधानी | जब इलेक्ट्रोड का डिस्चार्ज काउंट निर्धारित संख्या से अधिक हो, तो संदेश दें "सावधान! जैसे ही आप फ़्यूज़न स्पाइसर चालू करेंगे, इलेक्ट्रोड बदलें" दिखाई देगा। पैरामीटर को "4500" के रूप में सेट करने की अनुशंसा की जाती है। |
| इलेक्ट्रोड चेतावनी | जब इलेक्ट्रोड का डिस्चार्ज काउंट निर्धारित संख्या से अधिक हो, तो संदेश "चेतावनी!" जैसे ही आप फ़्यूज़न स्पाइसर चालू करेंगे, इलेक्ट्रोड बदलें" दिखाई देगा। इस पैरामीटर को "5500" के रूप में सेट करने की अनुशंसा की जाती है। |
सॉफ़्टवेयर अपडेट करें
- आपको जाना होगा View 8X उत्पाद पृष्ठ पर www.innoinstrument.com और अपडेट किया गया सॉफ्टवेयर डाउनलोड करें file इस पृष्ठ से.
- एक बार डाउनलोड हो जाने पर इसे अपलोड करें file USB ड्राइव पर.
- फिर यूएसबी ड्राइव को स्पाइसर में प्लग करें और अपलोड करें files.
- [सिस्टम सेटिंग] इंटरफ़ेस में [अपडेट सॉफ़्टवेयर] चुनें।
- आपके द्वारा [ओके] पर क्लिक करने के बाद, स्पाइसर स्वचालित रूप से अपग्रेड प्रक्रिया शुरू कर देगा।
- अपग्रेड पूरा होने के बाद स्प्लिसर पुनः चालू हो जाएगा।
अध्याय 8 – उपयोगिताएँ
8.1 सिस्टम सेटिंग
|
पैरामीटर |
विवरण |
| बजर | ध्वनि बजर सेट करता है. |
| तापमान इकाई | तापमान की इकाई निर्धारित करता है. |
| स्वचालित हीटिंग | यदि [चालू] पर सेट किया जाता है, जब फाइबर को हीटर में रखा जाता है। हीटर स्वचालित रूप से हीटिंग निष्पादित करेगा। |
| धूल की जांच | जाँचता है कि इमेजिंग क्षेत्र में धूल है या नहीं। धूल जांच फ़ंक्शन को डिफ़ॉल्ट रूप से बंद सेट करता है। यदि चालू पर सेट किया गया है, तो स्पाइसर चालू होने पर डक्ट जांच स्वचालित रूप से की जाएगी। |
| पुल टेस्ट | पुल परीक्षण को डिफ़ॉल्ट रूप से चालू पर सेट करता है, यदि बंद पर सेट किया जाता है, तो पुल परीक्षण नहीं किया जाएगा। |
| सफेद एलईडी | सफेद एलईडी स्विच. |
| पासवर्ड लॉक हो गया है | पासवर्ड सुरक्षा सक्षम करता है. |
| रीसेट करें | फ़ैक्टरी सेटिंग्स को पुनर्स्थापित करता है। |
| सॉफ़्टवेयर अपडेट करें | स्प्लिसर सॉफ़्टवेयर अद्यतन प्रक्रिया। |
| भाषा | सिस्टम भाषा सेट करता है. |
| बिजली बचाने का विकल्प | [मॉनिटर शट डाउन] का समय, [स्प्लिसर शट डाउन] का समय और एलसीडी चमक निर्धारित करता है। |
| कैलेंडर सेट करें | सिस्टम समय निर्धारित करता है. |
| पासवर्ड बदलें | पासवर्ड बदलने का विकल्प. डिफ़ॉल्ट पासवर्ड 0000. |
बिजली बचाने का विकल्प
यदि बैटरी पर उपयोग के दौरान बिजली बचत फ़ंक्शन सेट नहीं किया गया है, तो स्प्लिस चक्रों की संख्या कम हो जाएगी।
- [सिस्टम सेटिंग] में [पावर सेव विकल्प] चुनें
- [मॉनिटर शट डाउन] और [स्प्लिसर शट डाउन] का समय बदलें
| पैरामीटर | विवरण |
| मॉनिटर बंद हो गया | बैटरी पावर बचाने के लिए, यदि निर्धारित समय पर स्प्लिसर उपयोग में नहीं है तो इस सुविधा को चालू करने से स्क्रीन स्वचालित रूप से बंद हो जाएगी। जब स्क्रीन बंद हो जाती है, तो आपको पावर बटन के बगल में एक चमकती रोशनी दिखाई देगी। स्क्रीन को वापस चालू करने के लिए कोई भी कुंजी दबाएँ। |
| स्प्लिसर बंद हो गया | यदि निर्धारित समय तक स्पाइसर निष्क्रिय रहता है तो स्पाइसर की शक्ति स्वचालित रूप से बंद हो जाती है। इससे बैटरी ख़त्म होने से बचने में मदद मिलती है. |
8.2 सिस्टम जानकारी
[सिस्टम सूचना] का चयन करने के बाद, निम्नलिखित संदेश स्क्रीन पर दिखाए जाएंगे:
|
पैरामीटर |
विवरण |
| मशीन क्रमांक. | फ़्यूज़न स्पाइसर का सीरियल नंबर प्रदर्शित करता है। |
| सॉफ्टवेयर संस्करण | फ़्यूज़न स्पाइसर का सॉफ़्टवेयर संस्करण प्रदर्शित करता है। |
| एफपीजीए संस्करण | एफपीजीए का संस्करण प्रदर्शित करता है। |
| कुल चाप गणना | कुल आर्क डिस्चार्ज गिनती प्रदर्शित करता है। |
| वर्तमान आर्क गिनती | इलेक्ट्रोड के वर्तमान सेट के लिए आर्क डिस्चार्ज गिनती प्रदर्शित करता है। |
| अंतिम रखरखाव | अंतिम रखरखाव तिथि प्रदर्शित करता है। |
| उत्पादन की तारीख | उत्पादन दिनांक प्रदर्शित करता है. |
परिशिष्ट I
उच्च ब्याह हानि: कारण और उपाय
| लक्षण | नाम | कारण | उपचार |
|
|
फाइबर कोर अक्षीय ऑफसेट | वी-खांचों और/या फाइबर टिप में धूल है | वी-खांचे और फाइबर टिप को साफ करें |
 |
फाइबर कोर कोण त्रुटि | वी-खांचों और फाइबर हथौड़े में धूल है | वी-खांचे और फाइबर हथौड़ा साफ करें |
| फाइबर की खराब अंतिम गुणवत्ता | क्लीवर की जांच करें | ||
 |
फाइबर कोर झुकने | फाइबर की खराब अंतिम गुणवत्ता | क्लीवर की जांच करें |
| प्री-फ्यूज पावर बहुत कम या प्री-फ्यूज समय बहुत छोटा। | [प्री-फ़्यूज़ पावर] और/या [प्री-फ़्यूज़ समय] बढ़ाएँ. | ||
 |
मोड फ़ील्ड व्यास बेमेल | आर्क शक्ति पर्याप्त नहीं है | [प्री-फ़्यूज़ पावर] और/या[प्री-फ़्यूज़ समय] बढ़ाएँ. |
 |
धूल दहन | फाइबर की खराब अंतिम गुणवत्ता | क्लीवर की जांच करें |
| फाइबर या आर्क की सफाई के बाद भी धूल मौजूद रहती है। | फाइबर को अच्छी तरह से साफ करें या [सफाई आर्क समय] बढ़ाएँ | ||
 |
बबल | फाइबर की खराब अंतिम गुणवत्ता | क्लीवर की जांच करें |
| प्री-फ्यूज पावर बहुत कम या प्री-फ्यूज समय बहुत छोटा। | [प्री-फ़्यूज़ पावर] और/या [प्री-फ़्यूज़ समय] बढ़ाएँ. | ||
 |
पृथक्करण | फाइबर भराई बहुत छोटी है | [आर्क अंशांकन] निष्पादित करें. |
| प्री-फ्यूज पावर बहुत अधिक या प्री-फ्यूज समय बहुत लंबा। | [प्री-फ़्यूज़ पावर] और/या [प्री-फ़्यूज़ समय] घटाएँ. | ||
 |
मोटा | फाइबर भराई बहुत अधिक | [ओवरलैप] घटाएँ और [आर्क कैलिब्रेशन] निष्पादित करें। |
 |
पतला स्प्लिसिंग लाइन |
आर्क शक्ति पर्याप्त नहीं है | [आर्क अंशांकन] निष्पादित करें. |
| कुछ आर्क पैरामीटर पर्याप्त नहीं हैं कुछ आर्क पैरामीटर पर्याप्त नहीं हैं |
[प्री-फ्यूज पावर], [प्री-फ्यूज टाइम] या [ओवरलैप] समायोजित करें [प्री-फ्यूज पावर], [प्री-फ्यूज टाइम] या [ओवरलैप] समायोजित करें |

![]() टिप्पणी:
टिप्पणी:
विभिन्न ऑप्टिकल फाइबर को अलग-अलग व्यास या मल्टी-मोड फाइबर के साथ जोड़ते समय, एक ऊर्ध्वाधर रेखा दिखाई दे सकती है, जिसे "स्प्लिसिंग लाइनें" कहा जाता है। यह ध्यान रखना महत्वपूर्ण है कि यह स्प्लिसिंग की गुणवत्ता को प्रभावित नहीं करता है, जिसमें स्प्लिसिंग हानि और स्प्लिसिंग ताकत शामिल है।
परिशिष्ट II
त्रुटि संदेश सूची
स्प्लिसर का उपयोग करते समय, आपको स्क्रीन पर एक त्रुटि संदेश दिखाई दे सकता है। समस्या को हल करने के लिए नीचे सूचीबद्ध समाधानों का पालन करें। यदि समस्या बनी रहती है और इसका समाधान नहीं किया जा सकता है, तो फ्यूजन स्प्लिसर में खराबी हो सकती है। ऐसे मामलों में, आगे की सहायता के लिए अपनी बिक्री एजेंसी से परामर्श करना उचित है।
| त्रुटि संदेश | कारण | समाधान |
| बायाँ फ़ाइबर स्थान त्रुटि | फाइबर के अंत-चेहरे को इलेक्ट्रोड केंद्र रेखा पर या उससे आगे रखा जाता है। | "आर" बटन दबाएं, और इलेक्ट्रोड सेंटरलाइन और वी-ग्रूव किनारे के बीच फाइबर एंड-फेस सेट करें। |
| सही फ़ाइबर स्थान त्रुटि | ||
| मोटर दूरी सीमा से अधिक दबाएं | वी-ग्रूव में फाइबर ठीक से सेट नहीं है। फ़ाइबर कैमरे के क्षेत्र में स्थित नहीं है view. | "आर" बटन दबाएं और फाइबर को फिर से स्थिति में लाएं। |
| मोटर त्रुटि दबाएँ | मोटर ख़राब हो सकती है. | अपनी निकटतम INNO तकनीकी टीम से परामर्श लें। |
| फ़ाइबर अंतिम चेहरा खोजें विफल | वी-ग्रूव में फाइबर ठीक से सेट नहीं है। | "आर" बटन दबाएं और फाइबर को फिर से स्थिति में लाएं। |
| आर्क विफलता | आर्क डिस्चार्ज नहीं हुआ. | सुनिश्चित करें कि इलेक्ट्रोड सही स्थिति में हैं। इलेक्ट्रोड बदलें. |
| मोटर दूरी को सीमा से अधिक संरेखित करें | वी-ग्रूव में फाइबर ठीक से सेट नहीं है। | "आर" बटन दबाएं और फाइबर को फिर से स्थिति में लाएं। |
| फ़ाइबर क्लैड खोजें विफल | वी-ग्रूव के निचले भाग में फ़ाइबर सही ढंग से सेट नहीं है। | "आर" बटन दबाएं और फाइबर को फिर से स्थिति में लाएं। |
| फाइबर क्लैड गैप गलत | फाइबर की सतह पर धूल या गंदगी है | फ़ाइबर को फिर से तैयार करें (अलग करना, साफ़ करना और तोड़ना)। |
| अज्ञात फ़ाइबर प्रकार | फाइबर की सतह पर धूल या गंदगी है | फ़ाइबर को फिर से तैयार करें (अलग करना, साफ़ करना और तोड़ना)। |
| बेमेल रेशे | पुन: स्प्लिस करने के लिए ऑटो स्प्लिस मोड के अलावा किसी उपयुक्त स्प्लिस मोड का उपयोग करें। | |
| गैर-मानक ऑप्टिकल फाइबर | ऑटो स्प्लिस मोड केवल एसएम, एमएम, एनजेड जैसे मानक फाइबर की पहचान कर सकता है। | |
| फ़ाइबर क्लैड सीमा से अधिक | फ़ाइबर कैमरा के क्षेत्र में स्थित नहीं है view. | फ़ाइबर की स्थिति को समायोजित करें और रखरखाव के लिए [मोटर कैलिब्रेशन] पूरा करें। |
| फोकस मोटर होम स्थिति त्रुटि | स्प्लिसिंग ऑपरेशन के दौरान फ्यूजन स्पाइसर पर बल से प्रहार किया जाता है। | रखरखाव के लिए [मोटर कैलिब्रेशन] करें। यदि समस्या फिर भी हल नहीं हो पाती है, तो अपनी स्थानीय INNO तकनीकी टीम से संपर्क करें। |
| फाइबर एंड फेस गैप गलत | बहुत ज़्यादा [ओवरलैप] सेटिंग | [ओवरलैप] सेटिंग को समायोजित या प्रारंभ करें। |
| मोटर कैलिब्रेटेड नहीं है | [मोटर कैलिब्रेशन] रखरखाव करें। | |
| मोटर की दूरी सीमा से अधिक | वी-ग्रूव में फाइबर ठीक से सेट नहीं है। | "आर" बटन दबाएं और फाइबर को फिर से स्थिति में लाएं। |
| फाइबर की सतह पर धूल या गंदगी है | फ़ाइबर को फिर से तैयार करें (अलग करना, साफ़ करना और तोड़ना)। | |
| फाइबर की सतह पर धूल या गंदगी है | लेंस और दर्पणों को साफ करने के बाद [धूल जांच] निष्पादित करें। | |
| फाइबर बेमेल | दोनों तरफ के रेशे एक जैसे नहीं हैं | यदि आप विभाजन करना जारी रखते हैं तो इसके परिणामस्वरूप बड़े विभाजन का नुकसान हो सकता है, कृपया फाइबर के अनुरूप उचित विभाजन मोड का उपयोग करें। |
| सीमा से अधिक कोण को काटें | ख़राब फ़ाइबर अंत-चेहरा | फ़ाइबर को फिर से तैयार करें (अलग करना, साफ़ करना और तोड़ना)। फ़ाइबर क्लीवर की स्थिति की जाँच करें। यदि ब्लेड घिस गया है, तो ब्लेड को नई स्थिति में घुमाएँ। |
| [क्लीव लिमिट] बहुत कम सेट की गई है। | "क्लीव लिमिट" बढ़ाएँ (मानक मान: 3.0°) | |
| सीमा से अधिक कोर कोण | [ऑफ़सेट सीमा] बहुत कम सेट की गई है। | "कोर कोण सीमा" बढ़ाएँ (मानक मान: 1.0°)। |
| वी-ग्रूव या सीएल पर धूल या गंदगी हैamp चिप. | वी-नाली साफ़ करें. फ़ाइबर को दोबारा तैयार करें और उसकी स्थिति बदलें। | |
| फ़ाइबर एक्सिस संरेखण विफल | अक्षीय ऑफसेट (>0.4um) | फ़ाइबर को फिर से तैयार करें (अलग करना, साफ़ करना और तोड़ना)। |
| मोटर कैलिब्रेटेड नहीं है | [मोटर कैलिब्रेशन] रखरखाव करें। | |
| फाइबर गंदा है | फाइबर की सतह पर धूल या गंदगी है | फ़ाइबर को फिर से तैयार करें (अलग करना, साफ़ करना और तोड़ना)। |
| लेंस या एलईडी पर धूल या गंदगी है | [धूल जाँच] निष्पादित करें। यदि धूल या गंदगी मौजूद है, तो लेंस या एलईडी को साफ करें | |
| "सफाई आर्क का समय" बहुत कम है | "क्लीनिंग आर्क टाइम" को 180ms पर सेट करें | |
| स्प्लिसिंग के दौरान कोर संरेखण विधि का उपयोग करके मुश्किल-से-पता लगाने वाले कोर फाइबर को संरेखित करें। | उन तंतुओं को विभाजित करें जिनके कोर को एमएम स्प्लिस मोड (क्लैडिंग लेयर एलाइनमेंट) द्वारा ढूंढना मुश्किल है। | |
| फैट स्प्लिसिंग पॉइंट | बहुत ज़्यादा [ओवरलैप] सेटिंग | "ओवरलैप" सेटिंग को समायोजित या प्रारंभ करें। |
| मोटर कैलिब्रेटेड नहीं है. | [आर्क कैलिब्रेशन] फ़ंक्शन के साथ आर्क पावर को कैलिब्रेट करें। | |
| पतला विभाजन बिंदु | अपर्याप्त चाप शक्ति | [आर्क कैलिब्रेशन] फ़ंक्शन के साथ आर्क पावर को कैलिब्रेट करें। |
| प्री-फ़्यूज़ पावर या समय बहुत अधिक सेट है | "प्री-फ़्यूज़ पावर" या "प्री-फ़्यूज़ टाइम" सेटिंग्स को समायोजित या प्रारंभ करें। | |
| अपर्याप्त "ओवरलैप" सेटिंग | [ओवरलैप] सेटिंग को समायोजित या प्रारंभ करें |
आपके संदर्भ के लिए कुछ सामान्य समस्याओं के समाधान नीचे दिए गए हैं। यदि आप समस्याओं का समाधान करने में असमर्थ हैं, तो कृपया सहायता के लिए सीधे निर्माता से संपर्क करें।
1. “ON/OFF” बटन दबाने पर बिजली बंद नहीं होती।
- एलईडी चमकने तक “ON/OFF” कुंजी को दबाकर रखें, बटन छोड़ दें और स्प्लिसर बंद हो जाएगा।
2. स्प्लिसर से संबंधित समस्याएं, जो पूरी तरह से चार्ज बैटरी पैक के साथ केवल कुछ स्प्लिस करने में सक्षम है।
- मेमोरी प्रभाव और विस्तारित भंडारण के कारण समय के साथ बैटरी की शक्ति कम हो सकती है। इसे संबोधित करने के लिए, बैटरी को पूरी तरह से डिस्चार्ज होने के बाद रिचार्ज करने की अनुशंसा की जाती है।
- बैटरी पैक का जीवनकाल समाप्त हो गया है। नया बैटरी पैक स्थापित करें.
- कम तापमान पर बैटरी का उपयोग न करें.
3. मॉनिटर पर त्रुटि संदेश दिखाई देता है।
- परिशिष्ट ll देखें।
4. उच्च ब्याह हानि
- वी-खांचे, फाइबर सीएल साफ करेंampएस, पवन रक्षक एलईडी, और कैमरा लेंस।
- इलेक्ट्रोड बदलें।
- परिशिष्ट एल देखें।
- ब्याह का नुकसान दरार कोण, चाप की स्थिति और फाइबर की सफाई के अनुसार भिन्न होता है।
5. मॉनिटर अचानक बंद हो गया.
- बिजली-बचत फ़ंक्शन को सक्षम करने से लंबे समय तक निष्क्रियता के बाद स्पाइसर कम-शक्ति वाली स्थिति में प्रवेश कर जाता है। इसे स्टैंडबाय से हटाने के लिए कोई भी कुंजी दबाएँ।
6. स्प्लिसर की बिजली अचानक बंद हो गई।
- जब आप बिजली बचत फ़ंक्शन को सक्षम करते हैं, तो स्पाइसर लंबे समय तक निष्क्रियता के बाद स्पाइसर की बिजली बंद कर देगा।
7. अनुमानित स्प्लिस हानि और वास्तविक स्प्लिस हानि के बीच बेमेल।
- अनुमानित हानि एक परिकलित हानि है, इसलिए इसका उपयोग केवल संदर्भ के लिए किया जा सकता है।
- स्पाइसर के ऑप्टिकल घटकों को साफ करने की आवश्यकता हो सकती है।
8. फाइबर संरक्षण आस्तीन पूरी तरह से सिकुड़ता नहीं है।
- हीटिंग का समय बढ़ाएँ.
9. हीटिंग प्रक्रिया को रद्द करने की विधि.
- हीटिंग प्रक्रिया को रद्द करने के लिए "हीट" बटन दबाएं।
10. फाइबर संरक्षण आस्तीन सिकुड़ने के बाद हीटिंग प्लेट से चिपक गया।
- आस्तीन को धकेलने और हटाने के लिए रुई के फाहे या इसी तरह की किसी नरम नोक वाली वस्तु का उपयोग करें।
11. पासवर्ड भूल गए.
- अपनी निकटतम INNO उपकरण तकनीकी टीम से संपर्क करें।
12. [आर्क कैलिब्रेशन] के बाद कोई आर्क पावर परिवर्तन नहीं।
- आंतरिक कारक को चयनित आर्क पावर सेटिंग के लिए कैलिब्रेट और समायोजित किया जाता है। प्रत्येक ब्याह मोड में प्रदर्शित चाप शक्ति स्थिर रहती है।
13. रखरखाव कार्य की प्रक्रिया के दौरान ऑप्टिकल फाइबर डालना भूल जाएं।
- आपको विंडप्रूफ कवर खोलना होगा और तैयार फाइबर को वी-नाली में रखना होगा और जारी रखने के लिए "सेट" या "आर" बटन दबाना होगा।
14. अपग्रेड करने में विफल
- जब उपयोगकर्ता अपग्रेड करने के लिए "नए" यूएसबी ड्राइव का उपयोग करते हैं, तो स्पाइसर अपग्रेड प्रोग्राम की सही पहचान करने में सक्षम नहीं हो सकता है file; आपको यूएसबी ड्राइव को रीसेट करना होगा, और स्पाइसर को पुनरारंभ करना होगा।
- जांचें कि क्या अपग्रेड file नाम और प्रारूप सही हैं.
- यदि आप समस्याओं का समाधान नहीं कर सकते, तो कृपया सीधे निर्माता से संपर्क करें।
15. अन्य
- कृपया सीधे निर्माता से संपर्क करें।
अंत
* उत्पाद के मॉडल और विनिर्देश बिना किसी पूर्व सूचना के परिवर्तन के अधीन हैं।
![]()
![]() कॉपीराइट © 2024 INNO इंस्ट्रूमेंट इंक.
कॉपीराइट © 2024 INNO इंस्ट्रूमेंट इंक.
सर्वाधिकार सुरक्षित।
INNO इंस्ट्रूमेंट इंक.
support@innoinstrument.com
मुखपृष्ठ
www.INNOinstrument.com
कृपया हमें फेसबुक पर देखें
www.facebook.com/INNOinstrument
दस्तावेज़ / संसाधन
 |
तकनीक View 8X प्रीमियम कोर अलाइनमेंट फ्यूजन स्प्लिसर [पीडीएफ] View 8X प्रीमियम कोर संरेखण फ्यूजन स्प्लिसर, View 8X, प्रीमियम कोर अलाइनमेंट फ्यूजन स्प्लिसर, कोर अलाइनमेंट फ्यूजन स्प्लिसर, अलाइनमेंट फ्यूजन स्प्लिसर, फ्यूजन स्प्लिसर |